想一睹诸暨 当地 珩磨管油缸管质量不佳尽管来找我产品的真实风采吗?我们的现场实拍视频将带您亲临现场,感受产品的卓越品质和创新设计,不容错过!
以下是:诸暨 当地 珩磨管油缸管质量不佳尽管来找我的图文介绍

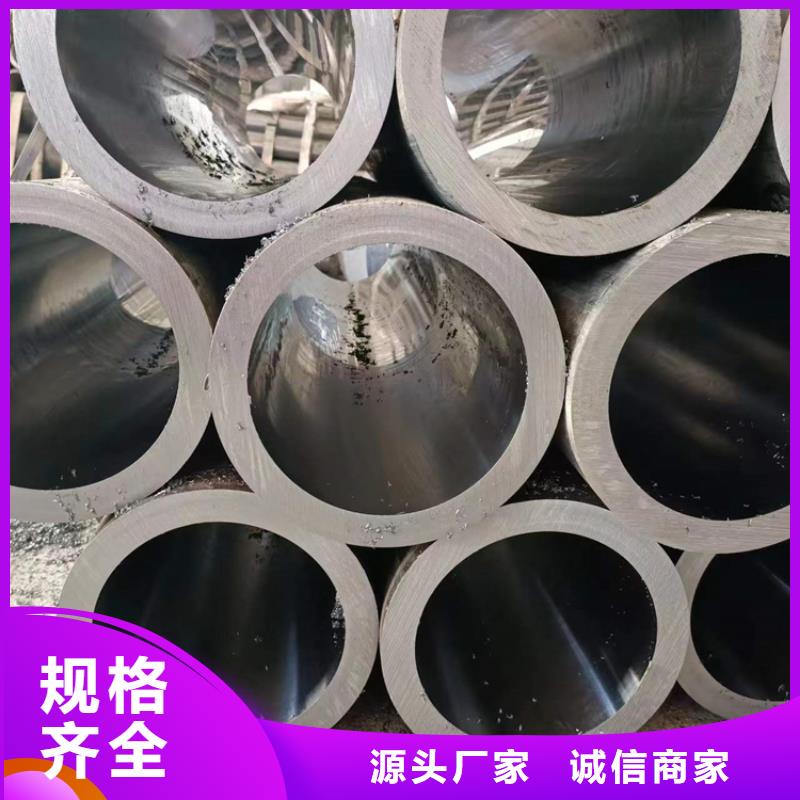
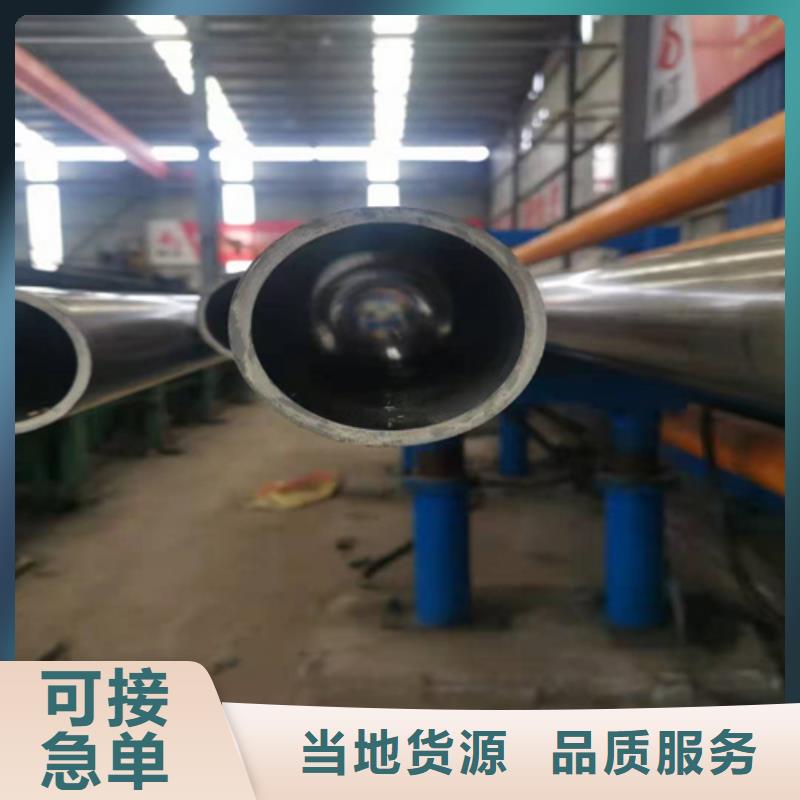
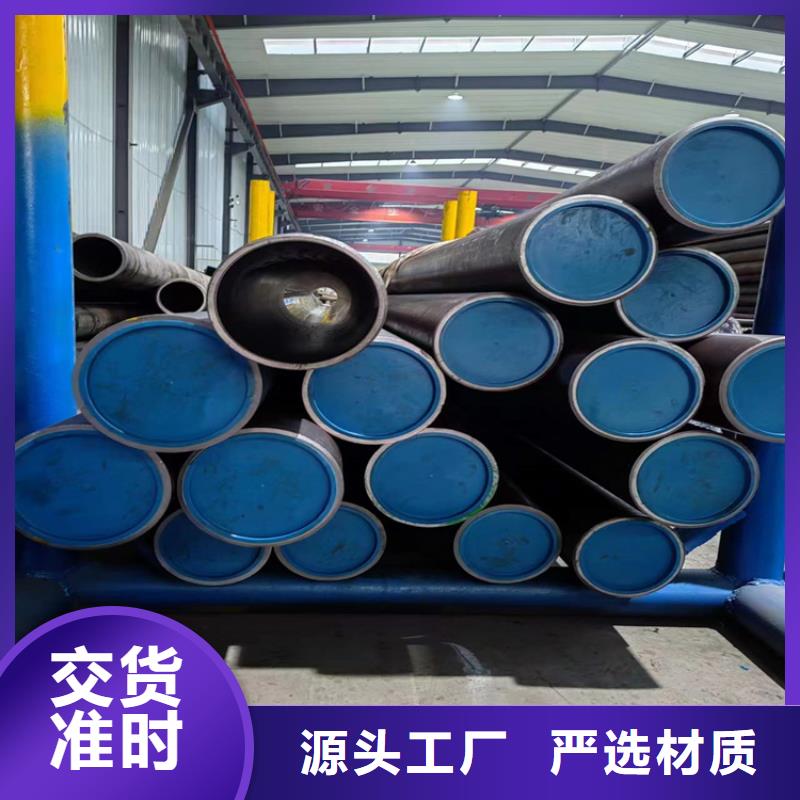
了解珩磨管的属性范围珩磨管其是指经过珩磨加工的管子,可以称其为珩磨管,而这里的管子,主要是指无缝钢管。因此,珩磨是一种加工工艺,通过这一工艺,使得管子内孔达到预期想要的公差尺寸,以及表面粗糙度等,并使其在公差范围内。珩磨管的加工工艺是珩磨,而油缸管,其是在油缸中使用的管子,其的加工工艺,不一定是珩磨,也可以是滚压等其它工艺。珩磨管的内孔粗糙度,是可以做到小于0.63nm的,而直线标准度,则可以做到小于0.3mm/m。因此,其在尺寸准确度上,是可以有较高水平的。因此,其可以用于一些要求较高的场合中。而它的珩磨,是要用到珩磨机的,珩磨机上的珩磨头,一般来讲,是进行轴向直线往复运动。


当然,像珩磨管这样的圆管也有一定的局限性,比如在受平面弯曲的前提下,珩磨管的弱势就非常明显。可见,这种管材的应用也是有限制的,用户在选用的时候要根据要求和条件予以应用。有时候珩磨管还是一种不会燃烧的建筑材料,它还有抗震和抗弯的特性。可是,珩磨管作为建筑材料在防火方面又存在一些难以避免的缺陷,它的机械机能,如屈就点、抗拉及弹性模量等都会因为温度的升高而急剧下降。



九冶管业有限公司资质好,设备先进,堪称高质量的 诸暨油缸管、公司,荣获诸暨工商管理局颁发的重合同守信用企业,为做好优良的 诸暨油缸管、打下坚实的基础。






 扫一扫
扫一扫